
До атегорія:
Слюсарно-інструментальні роботи
Різання металів здійснюється особливими знаряддями, які називаються ріжучими інструментами. Ріжучі інструменти в залежності від способу зняття металу з поверхні деталі мають ^ різну геометричну форму і конструкцію. Але тим не менше, хоч би яким був процес різання, яким би інструментом він не здійснювався, які б сили не приводили інструмент в дію - різання металів завжди є один і той же процес освіти і потім видалення стружки з поверхні деталі. Цей процес підпорядкований загальним законам різання. Знання законів різання дозволяє встановити доцільну форму ріжучої частини інструменту, незалежно від того, що приводить його в рух: механічний двигун або м'язи людини.
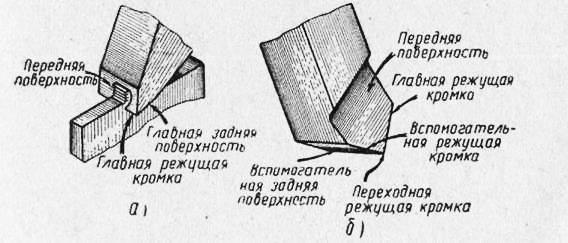
Мал. 1. Елементи ріжучої частини інструменту: а - зубила; б - різця.
Що ж являє собою ріжучий частина інструменту?
Основними елементами ріжучої частини інструменту (рис. 1) є:
а) передня поверхня, по якій сходить стружка;
б) головна задня поверхня, звернена до оброблюваного предмету, і
в) головна ріжуча кромка, утворена перетином передньої і задньої поверхнями. Взаємне розташування цих елементів утворює клиноподібну форму тіла інструменту в перерізі нормальному до його ріжучої кромці.
Ріжуча частина самого простого інструмента, як наприклад, слюсарну зубило (рис. 1, а), утворюється тільки двома згаданими поверхнями. У більш складних інструментів (рис. 1, б), крім передньої і головної задньої поверхні, є ще й допоміжні задні поверхні і, відповідно, допоміжні ріжучі кромки. Ріжучі кромки, утворені на стиках сполучення головних і допоміжних ріжучих крайок, називаються перехідними ріжучими крайками. Перехідні ріжучі кромки заточуються по радіусах або як кутові фаски.
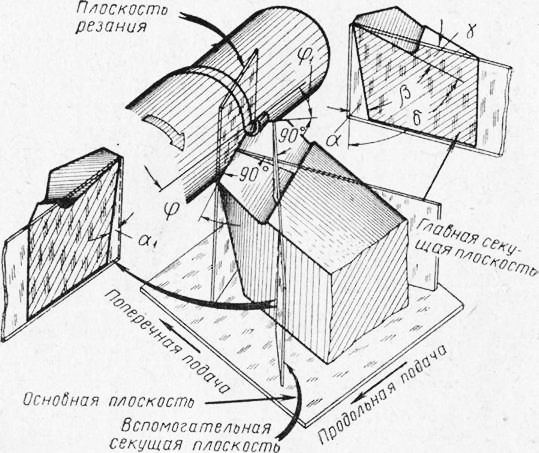
Мал. 2. Кути ріжучого інструменту
Передні і задні поверхні інструменту розташовуються під певними кутами один до одного, величина і положення яких вирішальним чином позначаються на процесі різання. Цим кутах (кутах заточення) привласнені певні постійні назви і позначення, загальні для всіх інструментів. Звернемося до рис. 2. По ній можна створити чітке уявлення про кути різального інструменту.
Кути заточування різця прийнято визначати по відношенню до двох-вихідним площинах: основний площині, т. Е. Площині паралельної напрямку поперечної і поздовжньої подачі, і площині 'різання, площині дотичній до поверхні різання і що проходить через ріжучу кромку.
Головні кути різця вимірюються в головній січній площині. До них відносяться:
а) передній кут f (гамма), т. е. кут між площиною перпендикулярній до площини різання, проведеної через головну-ріжучу кромку і передньою поверхнею інструменту;
б) головний задній кут (альфа) -кут між головною задньою поверхнею інструмента і площиною різання;
в) кут різання про (дельта) або кут між передне® поверхнею інструменту і площиною різання. Цей кут дорівнює сумі заднього кута а і кута заостроенія р (бета).
Кути а є як у головних, так і у допоміжних поверхонь. В останньому випадку вони отримують додаткову назву допоміжних задніх кутів і позначаються Otj.
Кут нахилу головної різальної крайки - це кут, укладений між різальною кромкою і лінією, проведеної через вершину різця паралельно основній площині.
Призначення перехідних різальних крайок полягає в тому, щоб збільшити стійкість вершини (кутового сполучення двох різальних крайок). Вони зазвичай виконуються у вигляді заокруглення R точки сполучення головною і допоміжної різальних, крайок, показаного на рис. 18, або у вигляді перехідної фаски.
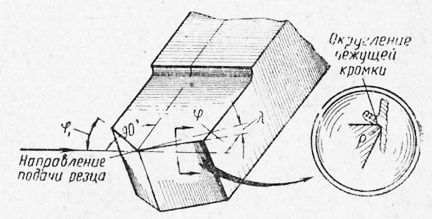
Мал. 3. Елементи ріжучої частини інструменту.
Особливе місце в геометрії інструменту займає радіус округлення різальної крайки р (ро). Округлення р, видиме на рис. 3, спеціально не створюється на інструменті, а виходить мимовільно. Це відбувається тому, що заточити абсолютно гостро ріжучу кромку неможливо, та й у такий кромки дуже скоро вийшло б при роботі це природне округлення р, «істотно впливає на процес різання і підвищення стійкості -Інструменти.
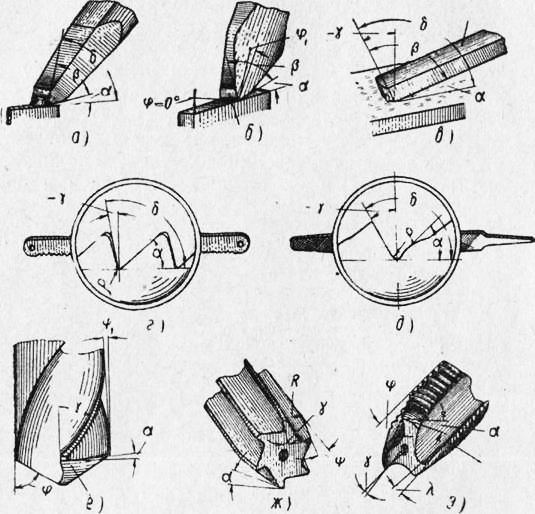
Мал. 4. Кути ріжучої частини слюсарних інструментів: а -Зубило; б - крейцмейселя; в - шабера; г - пиляльного полотна; д - напилка; е - свердла; ж - розгортки; з - мітчика.
Описані вище геометричні елементи становлять основу; ріжучої частини всіх інструментів. На рис. 21 можна легко знайти їх в будь-якому слюсарній і механічному інструменті.
Тепер розглянемо значення цих елементів. Потрібно з'ясувати «опитування про те, як ці геометричні елементи впливають на величину сил, що діють при різанні, стійкість інструменту і чистоту обробленої поверхні. Щоб подальший виклад було зрозумілим, спочатку розповімо про силах, які виникають і долаються при різанні. Для цього представимо процес прішабріванія площині. Щоб утворити стружку під час при-шабріваіія, слюсарю доводиться вдавлювати лівою рукою ріжучу кромку шабера в поверхню деталі, а правою рукою тиснути на його рукоятку, штовхаючи шабер вперед. Таким чином, робочий долає дві сили: силу відштовхування від поверхні металу, яка називається нормальною силою Р, І силу опору металу зрізання, звану силою різання Рг Очевидно, чим менше ці сили, тим легше зрізати стружку.
При більш складних процесах різання (при свердлінні або розгортанні), коли головний кут в плані не дорівнює 0 °, то нормальна сила Р спрямована також похило. Тому, в цьому випадку сила Р розкладається на складові, одна з яких спрямована по радіусу інструменту і називається радіальної силою Р у, а інша - проти напрямку подачі інструменту і називається силою подачі РЛ.
Величина всіх перерахованих сил непостійна. Вона змінюється в залежності від багатьох обставин і, в тому числі, на неї впливають і геометричні елементи інструменту.
Тепер ми маємо можливість повернутися до з'ясування ролі окремих геометричних елементів. Передній кут мабуть, один з найважливіших "елементів інструменту. Чим більше кут f, тим менше сили, що діють на інструмент і, особливо, нормальна сила Р з складовими її силами Ру і Рх. Здавалося б, що в зв'язку з цим слід було б прагнути до найбільшої величини кута. Однак, спостерігаючи роботу ряду інструментів, можна побачити, що часто кут f робиться, навпаки, мінімальним і навіть негативним. Іноді така величина переднього кута є наслідком особливих технологічних умов виготовлення інструменту. Так, наприклад, у напилків кут лежить в межах від 0 до 12 ° тому, що при їх насеканіе важко отримати позитивну величину кута. Найчастіше ж, і особливо у чистових слюсарних інструментів, величина переднього кута вибирається мінімальної, щоб поліпшити чистоту обробленої поверхні. Це особливо яскраво проявляється в процесі прішабріванія, при якому шабер встановлюється під заднім кутом а, приблизно рівним 20 °, а кут його загострення найчастіше буває рівним 90е. Отже, маючи кут різання о, рівний 110 °, сусід працює не з позитивним, а з негативним кутом (-20 °). При такій формі ріжучої частини шабер не ріже, а скоблить метал. Якби в даному випадку інструмент мав позитивний передній кут, то нормальна сила Р могла б бути настільки незначною, що сусід мимоволі вросло б в метал глибше, ніж це необхідно, або вихід його з металу був би не таким плавним, як це потрібно для отримання високого ступеня чистоти поверхні.
Мал. 5. Сили при різанні.
Прагнення збільшити розмір переднього кута з метою зменшення сил різання різко позначається на зменшенні міцності інструменту. Чим міцніше опрацьований матеріал, тим менше повинен бути кут у, тому що його збільшення не знижує тиску різання, але зате послаблює ріжучу кромку і погіршує умови відводу тепла, що утворюється при різанні у цій кромки. При обробці крихких матеріалів тиск різання передається інструменту ближче до ріжучої кромці і тому вимагає більшої величини кута загострення інструменту р. З цієї причини для слюсарних зубил рекомендуються, наприклад, такі кути загострення: при обробці м'яких матеріалів 45 °, середніх 60 ° і твердих 70 °.
Кілька слів про вплив заднього утла а. Як відомо, призначення цього кута полягає в зменшенні тертя інструменту про оброблену поверхню. Проте цей кут не можна вважати другорядним елементом ріжучої частини, тільки зменшує тертя. Величина кута а істотно відбивається на якості інструменту. Для тих інструментів, які зрізають тонкі стружки і в зв'язку з цим зношуються, головним чином, по задній поверхні, кут а повинен бути настільки великим, наскільки це дозволяють міцність інструменту і умови відводу тепла від його ріжучої кромки. При більшому задньому куті а округлення різальної крайки р може бути менше, звідси можуть бути менше смятие металу при різанні, тертя об задню поверхню і нормальна сила Р.
При більшій величині кута а менше зношується інструмент і по задній поверхні. Як відомо, інструмент працює нормально до тих пір, поки майданчик зносу на його задній поверхні не перевищить певної ширини.
Істотний вплив на процес різання надає кут в плані <р. Він визначає величину забірного конуса такого інструменту, як свердла, розгортки, мітчики, плашки. Зі зменшенням кута ср сильно зростає радіальна сила Ру і зменшується сила подачі Рх. Це властивість кута в плані використовується, наприклад, при конструюванні ручних розгорток, у яких кут ® має дуже малу величину, завдяки чому робочому 'не доводиться прикладати багато зусиль, щоб подавати розгортку уздовж оброблюваного отвору. Поряд з цим, чим менше кут в плані, тим чистіше оброблена поверхня і тим вище стійкість інструменту. У зв'язку з тим, що менша величина кута ® дозволяє зрізати менш товсті і ширші стружки, при цьому збільшується довжина зіткнення ріжучої кромки з оброблюваним матеріалом, поліпшується відвід тепла від ріжучої кромки і стійкість інструменту підвищується. Зрізання більш тонких стружок зменшує "шорсткість обробленої поверхні і, отже, збільшує її чистоту.
Важливу роль в різанні грає і величина округлення різальних крайок р. Чим більше р, тим важче врізатися в поверхню металу, тим більше нормальна сила Р, особливо при знятті тонких стружок. Слюсарям відомо, що найменше затуплення шабера вже вимагає великих зусиль, щоб врізатися в поверхню металу. Тому так часто і ретельно їм доводиться заправляти ріжучу кромку цього інструменту.
Такі короткі відомості про пристрій ріжучої частини інструменту. Вони будуть корисні слюсарю-інструментальнику не тільки при користуванні інструментом, але виявляться цінними і при виготовленні ріжучого інструменту.